







Was ist das Einlaufen des Bandes? Warum ist es wichtig?
Standardmäßig erhalten wir häufig die Kundenanfrage: „Können Sie mir bitte genau dasselbe Sägeband liefern, das beim Kauf der Maschine montiert war? Das hat bei uns am längsten gehalten!“
Der Grund, warum dieses Band besonders lange hielt, liegt darin, dass es beim Abschlusstest der Pilous-Bandsäge verwendet wurde. Unsere Mitarbeiter führen diesen Test mit größter Sorgfalt durch: bei niedriger Senkgeschwindigkeit in den Schnitt und bei reduzierter Bandgeschwindigkeit. Auf diese Weise ist das Band optimal eingelaufen.
Was passiert mit dem Sägeband beim Einlaufen
Das Einlaufen eines Bimetall-Sägebands ist unerlässlich, weil ein neues Band extrem scharfe und spröde Zahnspitzen hat, die schrittweise „abgerundet“ werden müssen, um Ausbrüche und eine deutliche Verkürzung der Lebensdauer zu vermeiden. Richtiges Einlaufen verlängert die Lebensdauer des Bands und verbessert die Schnittqualität. Einlaufen ist ein kontrollierter Anfangsbetrieb eines neuen Sägebands, bei dem die scharfen Zahnkanten in eine optimale Form gebracht werden und sich das Bandmaterial an der Säge „setzt“. Neue Zähne sind ab Werk sehr scharf und mikroskopische Spitzen neigen zum Ausbrechen, wenn das Band sofort mit voller Leistung belastet wird. Ziel des Einlaufens ist es daher, mechanische und thermisch‑mechanische Schocks zu reduzieren und eine stabile Schneidgeometrie zu schaffen.
A - neuer Zahn • B - richtig eingelaufener Zahn • C - schlecht eingelaufener Zahn
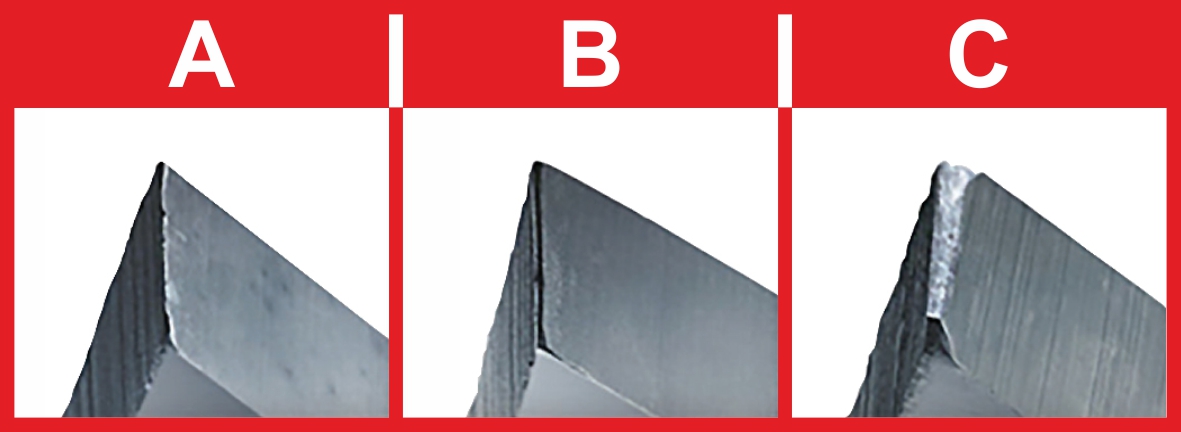
Fotoquelle: Wikus
Warum es sich wirklich lohnt
Die Hauptvorteile eines korrekten Einlaufens sind eine deutliche Verlängerung der Bandlebensdauer, eine bessere Ebenheit und Schnittqualität sowie eine Verringerung des Risikos vorzeitiger Zahnschäden. Praktische Erfahrungen zeigen, dass ein richtig eingelaufenes Band um mehrere zehn Prozent länger halten und stabile Schneideigenschaften beibehalten kann, während der sofortige Einsatz mit voller Leistung oft zu vorzeitigem Abstumpfen des Bands, zum Abbrechen von Zahnspitzen, zu schiefen Schnitten und — wenn ein derart belastetes Band weiter auf der Maschine verbleibt — im Extremfall sogar zum Reißen des gesamten Bands führt.
Wie man richtig einläuft
Es gibt mehrere bewährte Verfahren, die je nach Hersteller und Materialart variieren, die Grundprinzipien bleiben jedoch gleich: Reduzieren Sie die Bandgeschwindigkeit und den Vorschub, sorgen Sie für eine kontinuierliche Spanbildung und erhöhen Sie die Belastung schrittweise.
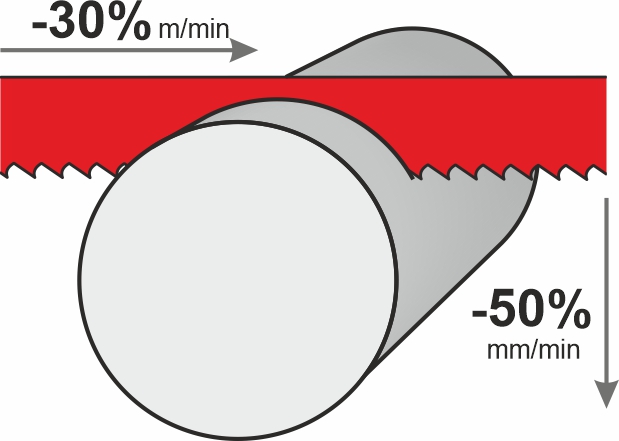
Pilous empfiehlt, die Bandgeschwindigkeit um etwa 30 % unterhalb der für das jeweilige Material empfohlenen Geschwindigkeit zu halten und die Senkgeschwindigkeit beim Eintauchen auf etwa 50 % der empfohlenen Senkgeschwindigkeit für kohlenstoffarme Stähle zu reduzieren. Bei besonders zähen Materialien kann die Senkgeschwindigkeit auf bis zu 75 % der empfohlenen Geschwindigkeit verringert werden.
Beginnen Sie mit dem ersten Schnitt und achten Sie darauf, dass die Zähne Späne bilden. Sobald das Band vollständig ins Werkstück eingreift, können Band- und Eintauchgeschwindigkeit vorsichtig angepasst werden, um Vibrationen oder Quietschen zu vermeiden.
Für kleine Querschnitte des Materials empfiehlt sich ein Einlaufzeitraum von etwa 15 Minuten bei reduzierter Leistung, bei größeren Querschnitten etwa 30 Minuten. Anschließend kann der Vorschub langsam auf den optimalen Wert erhöht werden.
Während des Einlaufens ist es entscheidend, die Spanbildung zu überwachen — die Späne müssen fein und kontinuierlich sein, und das Band darf die Oberfläche nicht „abschleifen“, ohne Späne zu erzeugen. Es ist außerdem ratsam, die Maschine täglich mit geringerer Leistung zu starten, um thermische Schocks des Bands zu vermeiden. Regelmäßige Kontrolle der Bandführungen, des Bandzustands und des Kühlsystems reduziert das Risiko von Ausfällen und vorzeitigem Bandverschleiß erheblich.
Zusammenfassung
Einlaufen ist keine Zeitverschwendung, sondern eine Investition in die Zuverlässigkeit und Wirtschaftlichkeit des Betriebs. Richtiges Einlaufen erhöht die Lebensdauer des Bands, verbessert die Schnittqualität und senkt die Betriebskosten. Die Einhaltung der empfohlenen Verfahren — Reduzierung von Geschwindigkeit und Druck, Sicherstellung der Spanbildung, schrittweises Erhöhen der Belastung und sorgfältige Wartung — bringt messbare Einsparungen und führt zu weniger Produktionsausfällen.