







Universelles Sägeband
Warum man nicht ein einziges Sägeband für alle Materialarten und -profile verwenden sollte
Materialeigenschaften und ihr Einfluss auf das Sägen
Die Entscheidung, ein „UNIVERSAL“ - Sägeband für das Schneiden aller Arten von Metallmaterialien und deren Profile zu verwenden, mag praktisch und wirtschaftlich erscheinen, bringt in Wirklichkeit jedoch eine Reihe technischer und betrieblicher Nachteile mit sich. Jedes Material hat seine spezifischen Eigenschaften – von Härte, Zähigkeit und Struktur bis hin zur Wärmeleitfähigkeit – und jedes Profil erfordert einen unterschiedlichen Ansatz beim Schneiden. Das Ignorieren dieser Unterschiede führt nicht nur zu einer geringeren Schnittqualität, sondern auch zu einer deutlich verkürzten Lebensdauer des Bandes, höheren Kosten und einem erhöhten Risiko von Schäden an Maschine oder Material.
Unterschiede zwischen weichen und harten Metallen
Weiche Materialien wie Aluminium oder Kupfer verhalten sich beim Schneiden völlig anders als harte Legierungen wie Edelstahl oder Werkzeugstahl. Weiche Metalle neigen dazu, die Sägezähne zu verkleben, wenn nicht die richtige Zahnung mit ausreichendem Zahnabstand gewählt wird. Harte Materialien hingegen erfordern eine feinere Zahnung und eine widerstandsfähigere Zahnkonstruktion, beispielsweise in Bimetall- oder Hartmetallausführung, die höhere mechanische und thermische Belastungen aushält.
Die Verwendung eines „universellen“ Bandes führt entweder zu einem zu aggressiven Schnitt, der weiches Material verformt, oder zu einem ineffizienten und langsamen Schnitt bei harten Metallen, was den Verschleiß des Bandes erhöht und die Produktivität senkt.
In der Praxis tritt ein häufiger Fehler beim Schneiden von Aluminium mit einem „universellen“ Bimetallband mit feiner Zahnung auf. Aluminium neigt dazu, die Zähne zu verkleben, was zu Überhitzung und Leistungsverlust beim Schneiden führt. In diesem Fall wäre ein Band mit gröberer Zahnung – größerem Zahnabstand – geeigneter, da es die Späne besser abführt.
Form und Profil des zu schneidenden Materials
Ein weiterer entscheidender Faktor ist die Form und das Profil des zu schneidenden Materials. Vollstäbe, Blöcke oder Rundholz erfordern einen anderen Sägebandtyp als dünnwandige Profile wie Rohre, Rechteck- oder Winkelprofile. Beim Schneiden dünnwandiger Profile sollte ein Band mit feinerer Zahnung verwendet werden, um Materialausrisse, Vibrationen oder Zahnbruch zu vermeiden.
Beim Schneiden von Vollmaterialien ist hingegen eine gröbere Zahnung sinnvoll, da sie einen schnelleren Spanabtransport und einen effizienteren Schnitt ermöglicht. Ein „universelles Band“ versagt hier erneut, da es nicht optimal mit unterschiedlichen Geometrien und Wandstärken arbeiten kann.
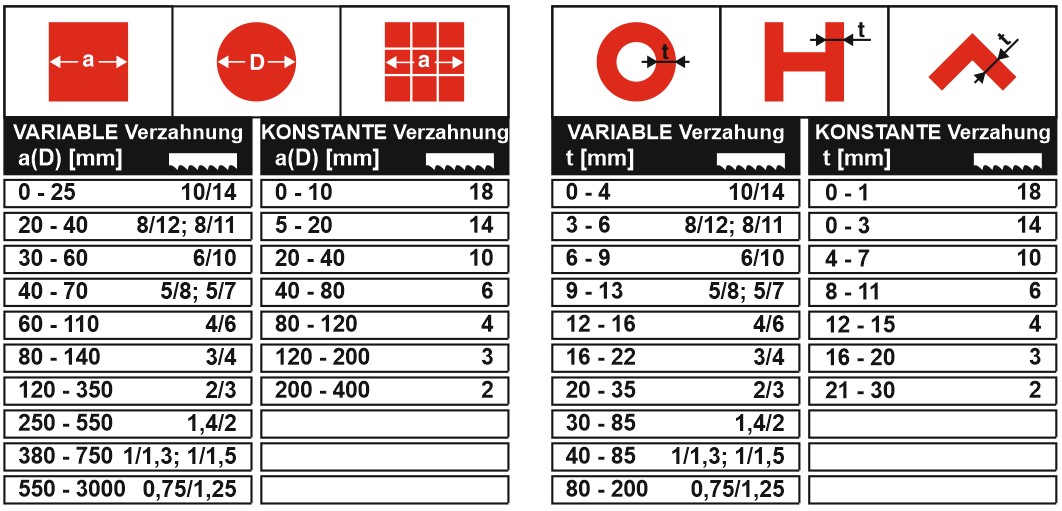
Der Zahnabstand ist entscheidend:
-
Feine Zähne bei Vollmaterial verstopfen schnell, das Band überhitzt, die Zähne springen und vibrieren. Der Schnitt wird langsam und ineffizient, Zähne brechen ab – Vibrationen sind der größte Feind von Sägebändern.
-
Bei Profilen mit einem Band mit zu großem Zahnabstand entstehen Brüche, da nicht genügend Zähne im Material eingreifen, die Belastung auf einzelne Zähne extrem wird und diese abbrechen.
Grundregel: Im bearbeiteten Werkstück sollten mindestens 4, aber nicht mehr als 25 Zähne (optimal sind 10–15 Zähne) gleichzeitig im Eingriff sein.
Thermische Belastung und Lebensdauer des Sägebandes
Die thermische Belastung, die beim Schneiden entsteht, variiert je nach Material. Edelstahl beispielsweise hat eine geringe Wärmeleitfähigkeit, was zu einer schnellen Erwärmung des Sägebandes führt. Ist das Band nicht für solche Bedingungen ausgelegt, kommt es zu Überhitzung, Verlust der Zahn‑Härte, Verformung des Bandes oder vorzeitigem Bruch.
Ein korrekt gewähltes Band mit passender Zahngeometrie und geeigneter Bandkörper-Materialien verlängert die Lebensdauer erheblich und gewährleistet stabile Leistung. Für anspruchsvollere Anwendungen werden Sägebänder des Typs M 51 oder Hartmetallbänder eingesetzt.
Ökonomische Auswirkungen eines universellen Ansatzes
Aus wirtschaftlicher Sicht mag die Verwendung eines einzigen Bands für alles zunächst kostensparend erscheinen, doch das Gegenteil ist der Fall. Häufigere Bandwechsel, höherer Bandverbrauch, unnötige Maschinenstillstände, gesteigerter Energieaufwand und niedrigere Produktivität führen zu höheren Betriebskosten. Zudem kann ein falsch gewähltes Band das zu schneidende Material beschädigen, was die Qualität des Endprodukts beeinträchtigt und Reklamationen oder nachträgliche Bearbeitungen erforderlich machen kann.
Schnittqualität als Schlüsselfaktor
Die Schnittqualität ist ein weiterer entscheidender Aspekt. Ein ungeeignetes Band kann zu ungleichmäßigen Schnitten, übermäßigen Graten, Profilverformungen oder Längenungenauigkeiten führen, die nachfolgende Produktionsprozesse wie Bearbeitung, Schweißen oder Montage negativ beeinflussen.
Die Verwendung des richtigen Bands gewährleistet einen sauberen, geraden und präzisen Schnitt ohne Nachbearbeitung, was Zeit und Kosten spart.
Empfehlung
Die Verwendung eines einzigen Bands für alle Arten und Profile von Metallmaterialien ist ein Kompromiss, der sich in den meisten Fällen nicht auszahlt. Jeder Materialtyp und jedes Profil verdient einen individuellen Ansatz, der seine physikalischen Eigenschaften, Anforderungen an die Schnittqualität und wirtschaftliche Aspekte berücksichtigt.
Die richtige Wahl des Bands ist nicht nur eine technische Frage – es ist eine strategische Entscheidung, die die Produktionseffizienz, die Kundenzufriedenheit und die langfristige Nachhaltigkeit des Unternehmens beeinflusst.
Praktische Tipps zur Auswahl des Sägebandes
-
Berücksichtigen Sie die Wandstärke des Materials – grundsätzlich gilt: Je dünner die Wand, desto feiner sollte das Zahnprofil sein. Für Massivmaterialien ist hingegen ein groberes Zahnprofil geeignet.
-
Berücksichtigen Sie die Materialart – weiche Metalle benötigen Bänder mit größerem Zahnabstand, harte Materialien erfordern eine widerstandsfähigere Zahnkonstruktion und ein feineres Zahnprofil.
-
Verwenden Sie Kühlmittel – insbesondere beim Schneiden von Edelstahl oder Werkzeugstahl ist Kühlung entscheidend, um die Lebensdauer des Bandes zu verlängern. Bei Edelstahl oder Werkzeugstahl empfiehlt sich üblicherweise ein doppelter Anteil an Ölkomponente im Kühlmittel.
-
Regelmäßig den Zustand des Bandes prüfen – abgenutzte oder beschädigte Zähne verringern die Schnittqualität erheblich und können die Maschine beschädigen.
-
Vertrauen Sie nicht auf „Universalbänder“ – auch wenn manche Bänder mehrere Materialtypen schneiden können, ist es immer besser, ein Band zu verwenden, das für die jeweilige Anwendung optimiert ist.
-
Investition in Hartmetallbänder erwägen – für anspruchsvolle Anwendungen mit harten Materialien lohnt sich die Investition in Bänder mit Hartmetallzähnen, die eine deutlich längere Lebensdauer haben. Für diese Sägebänder sind Bandsägen mit zweisäuliger Führung und steifer Maschinenarm-Aufhängung besonders geeignet.
Abschließend
Die richtige Wahl des Sägebandes ist nicht nur eine technische Notwendigkeit, sondern eine strategische Entscheidung, die die Produktqualität, die Arbeitseffizienz und die Betriebskosten beeinflusst.
Die Verwendung eines einzigen Bands für alle Anwendungen mag verlockend erscheinen, führt in der Praxis jedoch zu höheren Kosten, häufigen Bandwechseln und minderwertigen Schnittergebnissen. Um professionelle Resultate zu erzielen, sollte das Band immer unter Berücksichtigung des Materials, des Profils und der Schnittanforderungen ausgewählt werden.
Unsere Experten beraten Sie gerne bei der Auswahl des geeigneten Sägebandes für Ihren Einsatz. Durch professionellen Support stellen Sie sicher, dass Ihre Pilous Bandsäge über viele Jahre hinweg fehlerfrei und höchst effizient arbeitet.
Kontaktieren Sie unsere Abteilung für Sägebänder: komarek@pilous.cz